

1. Karakteristike specijalnih preciznih ekstruzijskih materijala od aluminija i aluminijskih legura
Ova vrsta proizvoda ima poseban oblik, tanku debljinu stijenke, malu jediničnu težinu i vrlo stroge zahtjeve tolerancije. Takvi proizvodi se obično nazivaju precizni (ili ultraprecizni) profili (cijevi) od aluminijskih legura, a tehnologija za proizvodnju takvih proizvoda naziva se precizna (ili ultraprecizna) ekstruzija.
Glavne karakteristike preciznih (ili ultrapreciznih) ekstruzija od aluminijumskih legura su:
(1) Postoji mnogo varijanti, malih serija, a većina njih su materijali za ekstruziju specijalne namjene, koji se koriste u gotovo svim sferama života i svim aspektima života ljudi, uključujući sve proizvode za ekstruziju, kao što su cijevi, šipke, profili i žice, koji uključuju različite legure i stanja. Zbog malog poprečnog presjeka, tanke debljine stijenke, male težine i malih serija, općenito nije lako organizirati proizvodnju.
(2) Složeni oblici i posebne konture, uglavnom oblikovani, ravni, široki, krilati, nazubljeni, porozni profili ili cijevi. Površina po jedinici zapremine je velika, a tehnologija proizvodnje je teška.
(3) Široka primjena, posebne performanse i funkcionalni zahtjevi. Kako bi se ispunili zahtjevi upotrebe proizvoda, odabrana su mnoga stanja legura, koja pokrivaju gotovo sve legure od serije 1××× do 8××× i desetine stanja obrade, s visokim tehničkim sadržajem.
(4) Izvrstan izgled i tanka debljina stijenke, uglavnom manja od 0,5 mm, neke čak dosežu i oko 0,1 mm, težina po metru je samo nekoliko grama do desetina grama, ali dužina može doseći nekoliko metara, ili čak stotina metara.
5) Zahtjevi za dimenzijsku tačnost i geometrijsku toleranciju profila su vrlo strogi. Općenito govoreći, tolerancije preciznih profila od malih aluminijskih legura su više nego dvostruko strože od tolerancija za posebne klase u JIS, GB i ASTM standardima. Tolerancija debljine stijenke kod općih preciznih profila od aluminijskih legura mora biti između ±0,04 mm i 0,07 mm, dok tolerancija veličine profila kod ultra preciznih profila od aluminijskih legura može biti i do ±0,01 mm. Na primjer, težina preciznog aluminijskog profila koji se koristi za potenciometar je 30 g/m, a raspon tolerancije veličine profila je ±0,07 mm. Tolerancija veličine poprečnog presjeka preciznih aluminijskih profila za razboje je ±0,04 mm, odstupanje ugla je manje od 0,5°, a stepen savijanja je 0,83×L. Drugi primjer je visokoprecizna ultratanka ravna cijev za automobile, širine 20 mm, visine 1,7 mm, debljine stijenke 0,17 ± 0,01 mm i 24 rupe, što su tipični ultraprecizni profili od aluminijske legure.
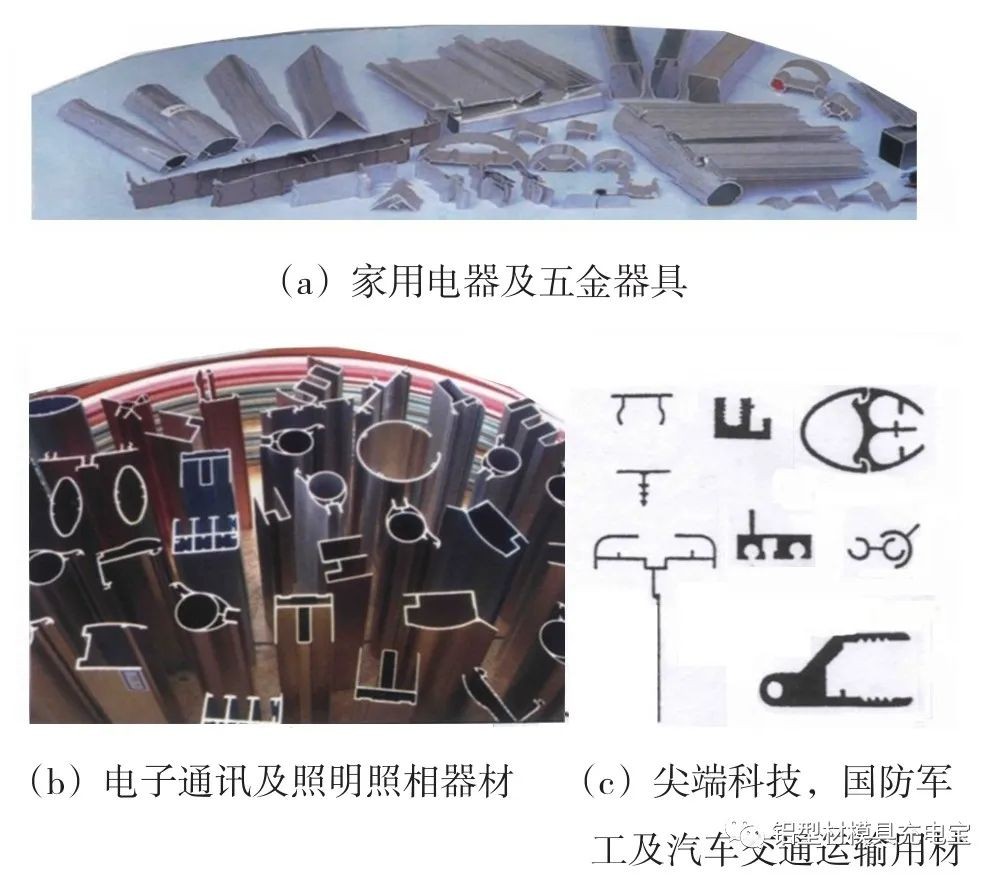
(6) Ima visok tehnički sadržaj i vrlo ga je teško proizvesti, te ima posebne zahtjeve za opremu za ekstruziju, alate, gredice i proizvodne procese. Slika 1 je primjer presjeka nekih malih preciznih profila od aluminijske legure.
2. Klasifikacija specijalnih preciznih ekstruzijskih materijala od aluminijskih legura
Precizni ili ultraprecizni ekstrudirani profili od aluminijskih legura široko se koriste u elektronskim instrumentima, komunikacijskoj opremi i najsavremenijoj nauci, nacionalnoj odbrambenoj i vojnoj industriji, preciznim mehaničkim instrumentima, opremi slabe struje, vazduhoplovstvu, nuklearnoj industriji, energetici i pogonu, podmornicama i brodovima, automobilima i transportnim alatima, medicinskoj opremi, hardverskim alatima, rasvjeti, fotografiji i elektronskim uređajima. Općenito govoreći, precizni ili ultraprecizni ekstrudirani profili od aluminijskih legura mogu se podijeliti u dvije kategorije prema svojim vanjskim karakteristikama: prva kategorija su profili malih dimenzija. Ova vrsta profila se naziva i ultra-mali profil ili mini-oblik. Njegova ukupna veličina je obično samo nekoliko milimetara, minimalna debljina stijenke je manja od 0,5 mm, a jedinična težina je od nekoliko grama do desetina grama po metru. Zbog njihove male veličine, obično su potrebne uske tolerancije. Na primjer, tolerancija dimenzija poprečnog presjeka je manja od ±0,05 mm. Osim toga, zahtjevi za pravoliniju i torziju ekstrudiranih proizvoda su također vrlo strogi.
Druga vrsta su profili koji nisu jako mali poprečni presjek, ali zahtijevaju vrlo stroge dimenzijske tolerancije, ili profili koji imaju složen oblik poprečnog presjeka i tanku debljinu stijenke iako je poprečni presjek velik. Slika 2 prikazuje cijev posebnog oblika (industrijski čisti aluminij) koju je japanska kompanija ekstrudirala na horizontalnoj hidrauličnoj presi od 16,3 MN sa posebnim razdjelnim kalupom za kondenzator automobilskog klima uređaja. Teškoća ekstruzijskog oblikovanja ove vrste profila nije ništa manja od one kod prethodne vrste ultra-malog profila. Ekstrudirani profili s velikom veličinom presjeka i vrlo strogim zahtjevima za toleranciju ne samo da zahtijevaju naprednu tehnologiju dizajna kalupa, već i strogu tehnologiju upravljanja za cijeli proizvodni proces od blanka do gotovog proizvoda.
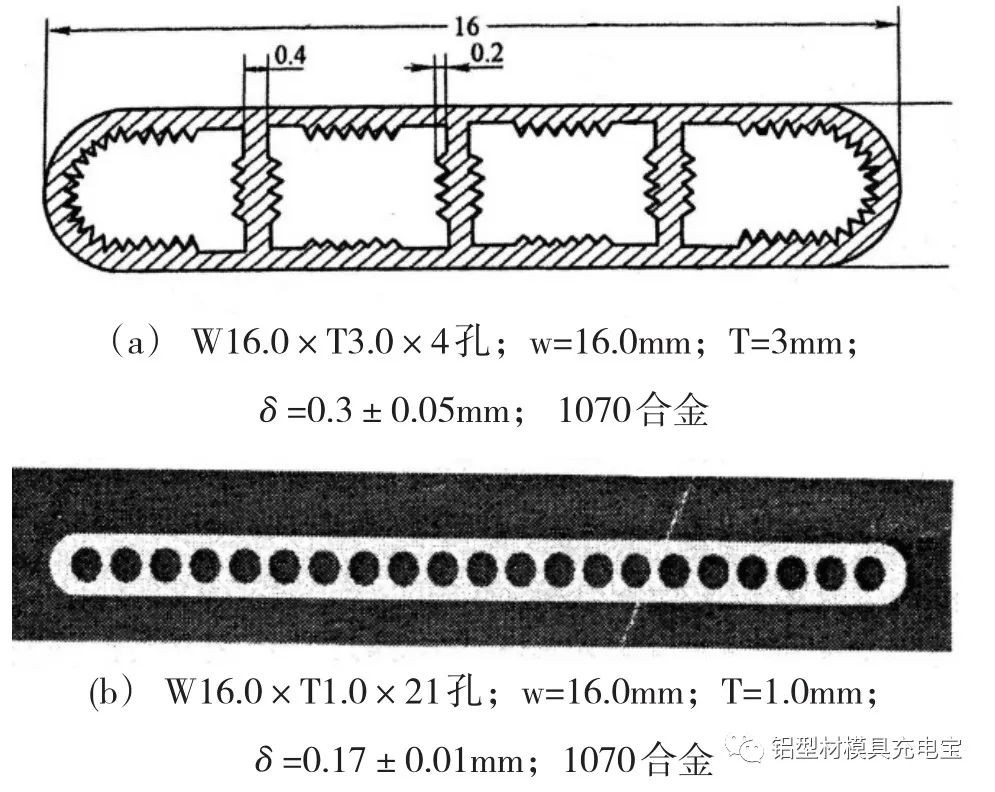
Od ranih 1980-ih, zahvaljujući praktičnoj primjeni Conform tehnologije kontinuirane ekstruzije i razvoju industrijske tehnologije, ekstruzija malih i ultra malih profila se brzo razvijala. Međutim, zbog različitih razloga kao što su ograničenja opreme, zahtjevi za kvalitetom proizvoda i napredak u tehnologiji ekstruzije, proizvodnja malih profila na konvencionalnoj opremi za ekstruziju i dalje čini veliki udio. Slika 2 prikazuje precizne profile ekstruzije konvencionalnih razdvojenih kalupa. Vijek trajanja kalupa (posebno čvrstoća i otpornost na habanje spojnog mosta i jezgra kalupa) i protok materijala tokom ekstruzije postaju glavni faktori koji utiču na njegovu proizvodnju. To je zato što je prilikom ekstruzije profila veličina jezgra kalupa mala, a oblik složen, a čvrstoća i otpornost na habanje su važni faktori koji utiču na vijek trajanja kalupa, vijek trajanja kalupa direktno utiče na troškove proizvodnje. S druge strane, mnogi precizni profili imaju tanke zidove i složene oblike, a protok materijala tokom procesa ekstruzije direktno utiče na oblik i dimenzionalnu tačnost profila.
Kako bi se spriječilo prodiranje oksidnog filma i ulja na površini gredice u proizvod i osigurala ujednačena i pouzdana kvaliteta proizvoda, gredica zagrijana na zadanu temperaturu može se oguliti prije ekstruzije (tzv. vruće ljuštenje), a zatim brzo staviti u cijev za ekstruziju radi ekstruzije. Istovremeno, ekstrudirana brtva treba biti čista kako bi se spriječilo prianjanje ulja i prljavštine na brtvu tokom procesa uklanjanja viška pritiska nakon jedne ekstruzije i postavljanja brtve u sljedeću ekstruziju.
Prema dimenzijskoj tačnosti presjeka i toleranciji oblika i položaja, specijalna precizna ekstruzija aluminijskih legura može se podijeliti na specijalne precizne profile od aluminijskih legura i male (minijaturne) ultra-visoko precizne profile od aluminijskih legura. Općenito, njihova tačnost prelazi nacionalne standarde (kao što su GB, JIS, ASTM, itd.). Ultra-visoka preciznost se naziva profili od aluminijskih legura specijalne preciznosti, na primjer, dimenzijska tolerancija je iznad ±0,1 mm, tolerancija debljine stijenke lomljene površine je unutar ±0,05 mm ~ ±0,03 mm za profile i cijevi.
Kada je njegova tačnost više nego dvostruko veća od nacionalnog standarda ultra visoke preciznosti, naziva se mali (minijaturni) profil od ultra visoke preciznosti aluminijske legure, kao što je tolerancija oblika od ±0,09 mm, tolerancija debljine stijenke od ±0,03 mm do ±0,01 mm za mali (minijaturni) profil ili cijev.
3. Perspektive razvoja specijalnih preciznih ekstruzijskih materijala od aluminija i aluminijskih legura
U 2017. godini, proizvodnja i prodaja materijala za preradu aluminija u svijetu premašila je 6000 kt/god., od čega je proizvodnja i prodaja ekstruzijskih materijala od aluminija i aluminijskih legura premašila 25000 kt/god., što čini više od 40% ukupne proizvodnje i prodaje aluminija. Ekstrudirane aluminijske šipke srednje veličine činile su 90%, od čega opći profili i šipke te mali i srednji profili za građevinarstvo činili su više od 80% šipki, veliki i srednji profili te specijalni specijalni profili i šipke činili su samo oko 15%. Cijevi čine oko 8% ekstruzijskog materijala od aluminijskih legura, dok oblikovane cijevi i specijalne specijalne cijevi čine samo oko 20% cijevi. Iz navedenog se može vidjeti da su najveća proizvodnja i prodaja ekstruzijskih materijala od aluminija i aluminijskih legura i najčešće korišteni mali i srednji profili za građevinarstvo, opći profili i šipke i cijevi. A specijalni profili, šipke i cijevi čine samo oko 15%, glavne karakteristike takvih proizvoda su: sa posebnim funkcijama ili performansama; Namijenjeni su određenoj svrsi; Sa velikom ili malom specifikacijom veličine; Sa izuzetno visokom dimenzionalnom tačnošću ili zahtjevima za površinom. Stoga je raznolikost veća, a serija manja, potreba za povećanjem posebnih procesa ili dodavanjem neke posebne opreme i alata je teška, a tehnički sadržaj visok, troškovi proizvodnje se povećavaju, a dodana vrijednost se povećava.
S napretkom nauke i tehnologije i kontinuiranim poboljšanjem životnog standarda ljudi, postavljeni su sve veći zahtjevi za proizvodnju, kvalitet i raznolikost proizvoda od aluminija i aluminijskih legura, posebno posljednjih godina, pojava personalizacije proizvoda potaknula je razvoj posebnih profila i cijevi s personaliziranim karakteristikama i specifičnom upotrebom.
Ultraprecizni profili se široko koriste u elektronskim instrumentima, komunikacijama, poštanskoj i telekomunikacijskoj opremi, preciznim mašinama, preciznim instrumentima, opremi slabe struje, vazduhoplovstvu, nuklearnim podmornicama i brodovima, automobilskoj industriji i drugim oblastima malih, tankozidnih, presjeka vrlo preciznih dijelova. Obično su zahtjevi za tolerancijom vrlo strogi, na primjer, tolerancija veličine obrisa presjeka je manja od ±0,10 mm, tolerancija debljine stijenke je manja od ±0,05 mm. Pored toga, tolerancije ravnosti, uvijanja i drugih oblika i položaja ekstrudiranih proizvoda su također vrlo stroge. Osim toga, u procesu ekstruzije specijalnih malih ultrapreciznih profila od aluminijske legure, oprema, kalup, proces su vrlo strogi zahtjevi. Zbog brzog razvoja moderne industrije, najsavremenijih dostignuća u oblasti nacionalne odbrane, naučnih istraživanja i drugih poduhvata, kao i poboljšanja stepena personalizacije, broj, raznolikost i kvalitet malih ultrapreciznih profila su sve veći. Iako je posljednjih godina razvijeno i proizvedeno mnogo visokokvalitetnih malih ultrapreciznih profila od aluminijumskih legura, oni i dalje ne mogu zadovoljiti potrebe tržišta. Posebno, još uvijek postoji veliki jaz između domaće tehnologije i opreme za proizvodnju malih ultrapreciznih profila od aluminijumskih legura i međunarodnog naprednog nivoa, koji ne može zadovoljiti potražnju domaćeg i stranog tržišta i mora se sustići.
4. Zaključak
Specijalna precizna ekstruzija aluminija i aluminijskih legura (profili i cijevi) je složenog oblika, s tankom debljinom stijenke, vrlo zahtjevnim dimenzijskim tolerancijama i zahtjevima za tačnost oblika i položaja. Visok tehnički sadržaj, teška proizvodnja visokokvalitetnih, finih materijala, predstavlja nezamjenjiv ključni materijal za nacionalnu ekonomiju i nacionalnu odbranu. Raspon upotrebe je vrlo širok, a izgledi za razvoj materijala obećavaju. Proizvodnja ovog proizvoda ima posebne zahtjeve za gredice, alate, opremu za ekstruziju i proces ekstruzije, te se mora riješiti niz ključnih tehničkih problema kako bi se dobili odlični proizvodi u serijama.
Uredio May Jiang iz MAT Aluminum
Vrijeme objave: 07.04.2024.



